Collini is the leading group of companies in surface coating of metals and plastics in Europe.





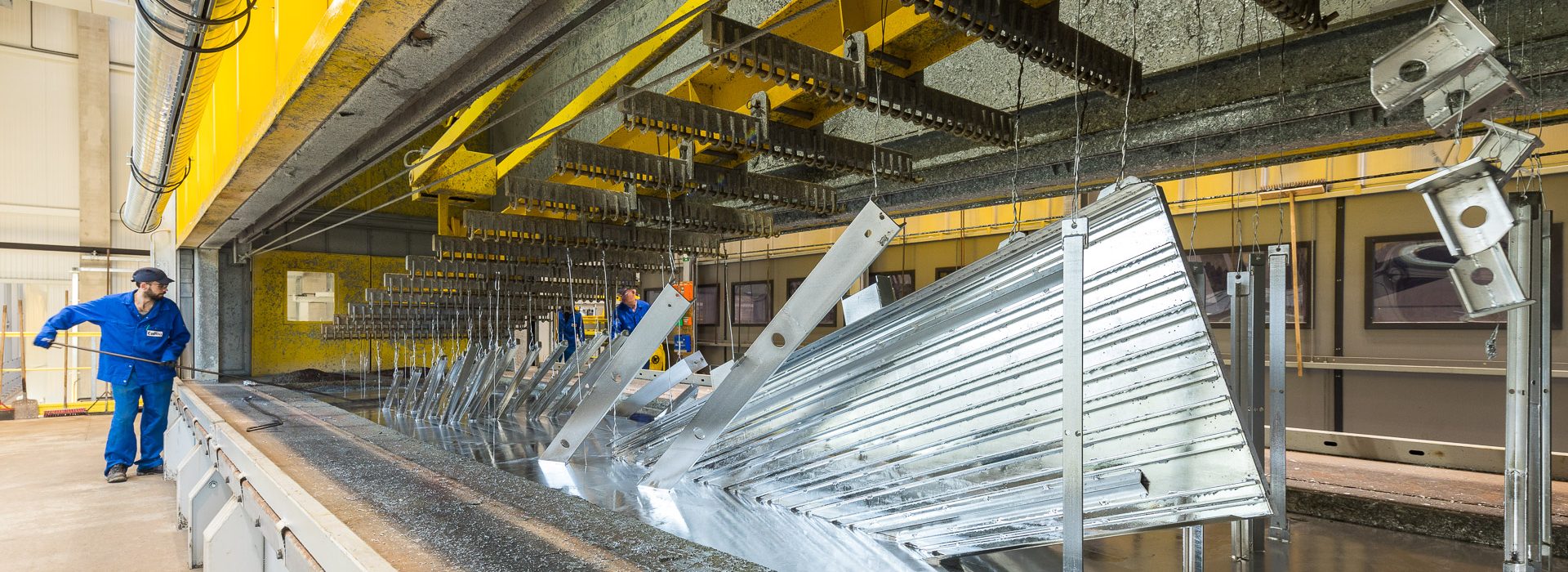

The process of hot-dip galvanising is simple, but the metallurgical processes used during the process are very complex. In hot-dip galvanising, steel parts are immersed in molten zinc. The thermal reaction between iron and zinc produces a solid zinc layer that is permanently bonded to the base material and protects the steel from corrosion, for example in lift masts, crash barriers or construction parts.
The prerequisite for this process is a metallically pure steel surface. The parts to be galvanised are degreased and pickled before they are immersed in the molten zinc. In this process, which only lasts a few minutes, at a temperature of 450 °C, zinc and steel react and the adherent alloy forms.
Zinc layers of 50 to 300 µ of thickness can be applied. The thickness of the layer influences the resistance of the treated workpiece as well as the material thickness, surface condition, temperature and dwell time in the zinc bath. Hot-dip galvanising guarantees maximum corrosion protection.